
早期光纤的发展
高纯度熔融二氧化硅制造的光纤可以传输数据,这一高锟理念在1970年中得到证实。到了1973年,贝尔实验室的研究人员使用贺利氏熔融石英管开发了MCVD工艺制备预制棒。这些预制棒的制作需要在石英管内沉积多层高纯度熔融二氧化硅,最终塌缩成预制棒形状。最初的预制棒非常小,直径在20到30毫米之间。单根只能生产几百米的光纤。
贺利氏的高纯度石英管被用于MCVD工艺的衬管和套管。在20世纪90年代初,贺利氏推出了合成熔融石英管,由于其优异的几何特性、表面质量和化学纯度,这些管材已经成为光纤生产业的行业标准。
自从该行业开始以来,特别是2002年的行业危机之后,为了降低成本,预制棒的尺寸不断增大。贺利氏引入了RIC®工艺,实现了世界上最大的预制棒。一根外径为200毫米,长度为3米的预制棒可以拉制超过7000公里的单模光纤。这种尺寸的发展有助于降低生产成本,从而为光纤网络的成功发展做出了重要贡献。
光纤是如何工作的?
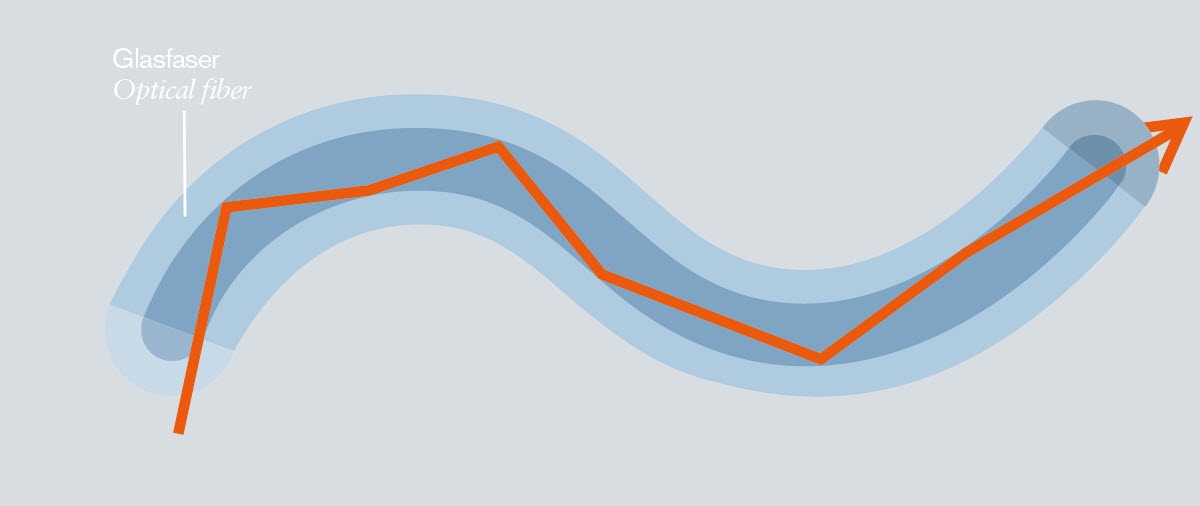
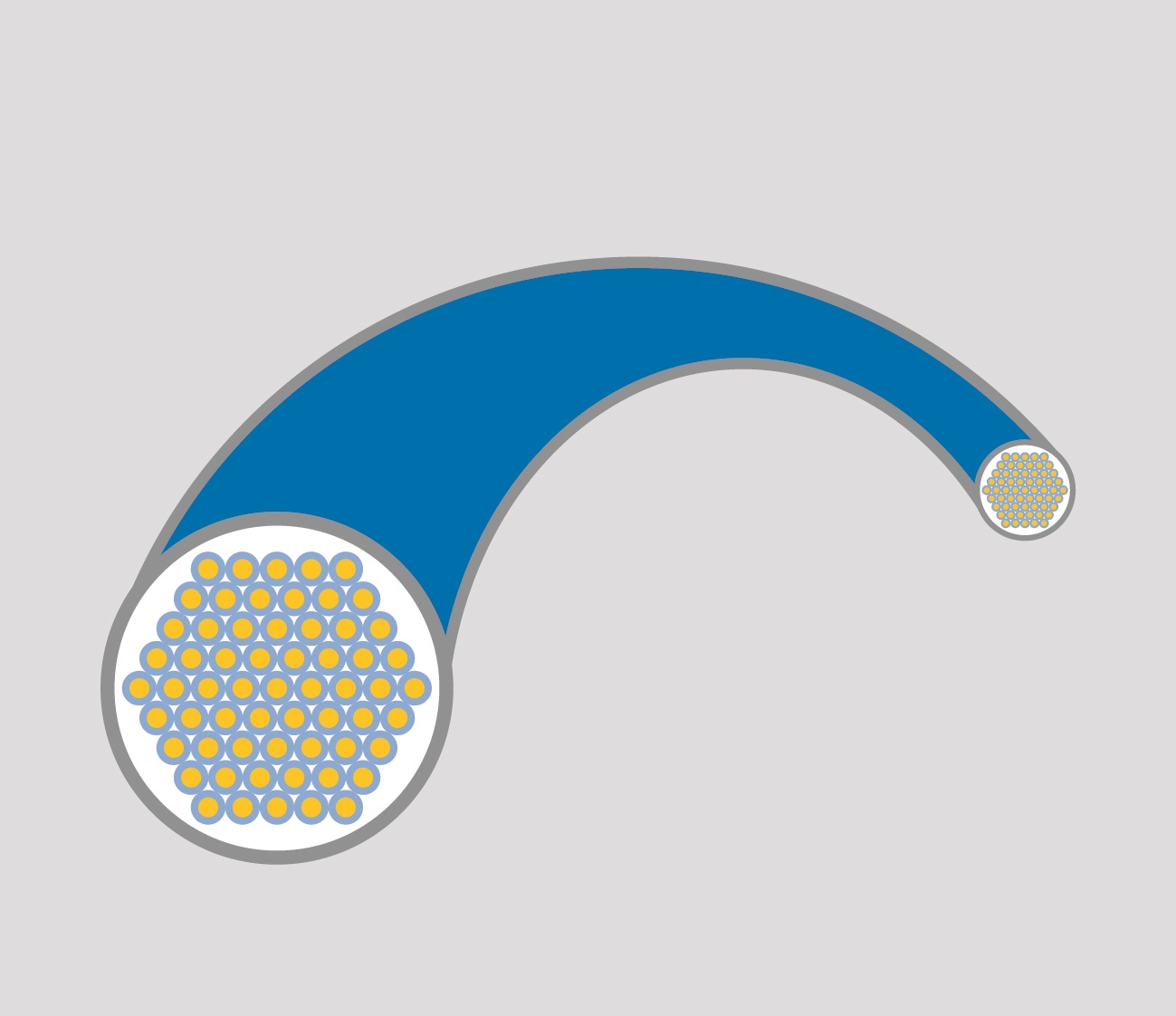
光纤由导光纤芯和覆层组成。纤芯的折射率必须比周围覆层的折射率高,这样光线才能在纤芯和覆层之间的界面上完全进行内部反射,从而沿着光纤的长度方向被引导——衰减极少。重要的性质是光纤的折射率差异和 NA(数值孔径)(进入光纤一端的光仍能被引导到另一端的角度)。光纤设计和应用的发展潜力数不胜数;从大容量的标准电信光纤到在特定应用中为客户提供服务的非常个性化的设计。
定制设计的光纤
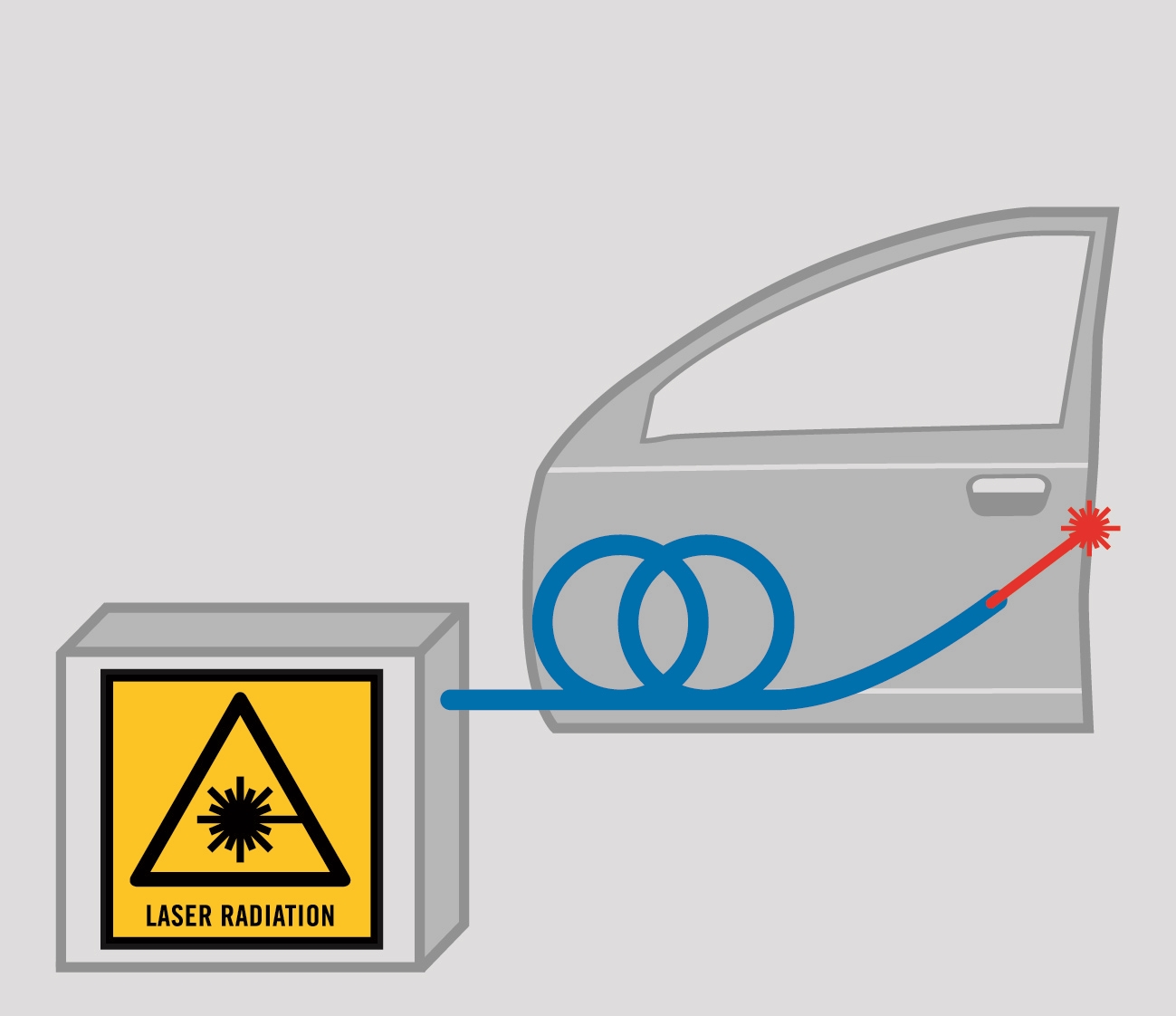
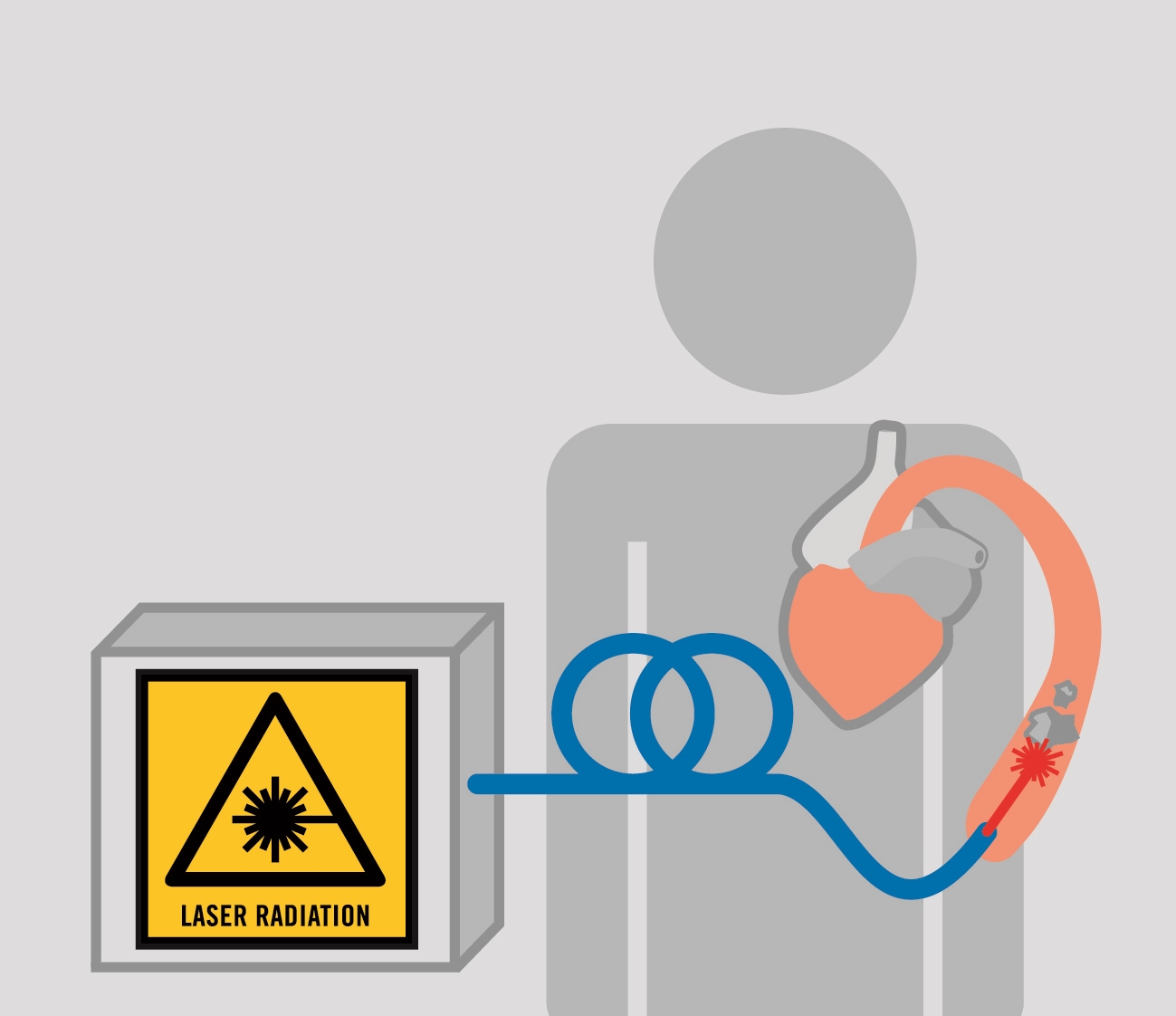
许多应用需要将光线从一个地点传送到另一个地点,而这些地点之间没有视线连接,或者在这些地点使用开放式光束不切实际或存在危险。在这种情况下,光纤是理想的解决方案。它可以在弯曲、移动的同时,保持两个位置的连接。这些应用的几个例子包括 医疗 和 光谱 应用以及 材料加工。
根据光纤的传输特性和光束的形状,为每种应用选择恰当的光纤。这两种性质由光纤的折射率分布、材料成分和几何形状决定。下文将详细介绍这些参数如何影响传输。虽然这三个性能代表了实现客户需求的高度自由性,但要获得最佳解决方案,还需要大量的知识。
用于激光加工的光纤
汽车应用(激光切割和焊接)
光纤束
特种光纤束(例如用于光刻和紫外线粘合剂点固化的光束均匀化)
医疗应用中的光纤
医用激光手术(如消融动脉阻塞或汽化前列腺组织以治疗良性前列腺增生症)
用于光谱分析的光纤
从紫外、可见光到近红外的光谱范围

预制棒设计
预制棒是光纤的放大固体版本。光纤由预制棒拉制而成,应具有预制棒的所有性能。对预制棒的最低要求是,其中心(即后来的光纤纤芯)由折射率高于覆层玻璃的玻璃制成。
长话短说,光纤的性能取决于不同覆层的材料成分、几何形状和折射率。在贺利氏科纳米,我们积累了多年的熔融石英技术和工艺经验,并将其与您的想法相结合。

材料构成
不含任何杂质的纯熔融石英在宽光谱范围内具有极佳的透过度。这种透过度可以通过专门的掺杂来改变,但也可能受到不必要杂质的影响。此外,还使用专用掺杂剂来改变材料的折射率。
例如,羟基含量高的材料是紫外线范围内透光的首选材料。若要透过红外线波长,则需要羟基含量低的材料。
此外,稀土元素也可用于掺杂。将这些元素应用到光纤芯中,可以起到扩大光的作用。这些光纤被称为激活光纤或激光光纤。
折射率分布
光在波导中的传输需要双层结构。内核的折射率高于外覆层。这可以通过在磁芯中掺入能提高折射率的元素来实现。例如,在电信光纤中使用锗。或者在覆层中掺入氟等元素,从而降低折射率。
折射率阶跃高度决定了光线在纤芯中的受限程度,以及可以引导多少种不同的模式(光线通过光纤的路径)。
覆层厚度也会影响导光性能,因为总有一些光线会穿透覆层。如果覆层太薄,一些光线就会流失。尤其是纤维弯曲时。
现代设计中,折射率分布显示出具有不同光学功能的多个层次。例如,为激光光纤制作环形而非单个光斑,或制作覆层泵浦。
几何学
几何形状是决定传输性能的另一个因素。下面举例说明传输如何受到几何形状的影响:
形状
多模光纤中的方形纤芯会导致传输的不同光模发生混合。因此,这种光纤光斑横截面上的能量密度会更加均匀。
激光光纤通常使用非对称覆层来引导泵浦光。破缺对称性抑制了螺旋模式,提高了泵的效率。距离
光纤设计中的覆层厚度决定了光是被引导还是被剥离。例如,可以使用薄覆层来去除一些不必要的光线模式。
在保持偏振的光纤中,应力元件位于纤芯旁边。这些通常掺杂硼元素的热膨胀性不同,因此会产生机械应力,从而改变传输性能。应力大小受应力元件与芯线距离的影响。
光纤拉丝
光纤是在拉丝塔上制造的。拉丝塔的高度可达30米,由一个用于固定和送进预制棒的机械装置、一个炉子、测量设备、涂覆装置、固化光源和一个卷取轴构成。
光纤拉丝的速度取决于预制棒、光纤类型和可用设备。对于现代电信光纤生产,速度可达每分钟几米到每分钟2500米。
拉丝后处理
在拉丝过程中会控制光纤的几何特性(如直径、椭圆度)。拉丝完成后,会进行测试以验证光纤的其他特性是否符合规格要求。
这些特性通常包括以下内容:衰减、宏弯衰减、截止波长、模场直径、色散、偏振模色散、拉伸测试、玻璃几何参数(弯曲、包层直径、纤芯包层同心度及包层非圆度)和涂层几何参数(涂层直径和涂层-包层同心度)。
在单模光纤生产中,通常首先进行强度测试,然后测量衰减等光学特性。接下来,将光纤切割成预定长度。
如果一个电缆中包含多个光纤,通常会给它们添加额外的彩色涂层,以便更容易进行识别。为了对光纤进行彩色编码和标记,采用紫外光固化漆,在几秒内进行固化。可以咨询贺利氏的紫外专家为您选择适合您工艺的紫外解决方案。
通常,光纤电缆的两端会安装连接器,并对连接器的端面进行抛光。在其他应用中,多个光纤被固定在一个连接器中,形成灵活的光纤束。
通常情况下,预制棒生产可分为两个主要生产步骤。生产导光芯材和可能的第一层覆层。这种产品被称为芯棒。第二步是单独或直接在芯棒上制作覆层。
芯棒工艺
覆层工艺
- 芯棒上可以包覆折射率不同的玻璃管(即所谓的管状外罩)。这种工艺通常被称为 “管中棒”RIT 工艺。
- 玻璃直接放置在芯棒表面。Heraeus 将此工艺作为一项服务提供。
